





| d1 | d2 | d3 | l1 | l2 |
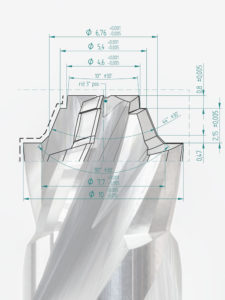
| Coolant holes | Cut | Point angle | Spiral angle | Cutting edges Z |
| 140° | 20° | 2 |
| Coated | Coating type | Material | Material type | Norm |
| Yes | TISINOS | MD | SMG 10 | TUSA |
| Machinable Materials | ||||
| Cod. | Material type | Machinability | Cutting speed Vc | Advancement per revolution fn |
| Recommended Part. recommended Not recommended |
(m/min) |
(mm/rev) |
||
| Unalloyed steels up to 800 N/mm2 | - | |||
| Low alloy steels from 800 N/mm2 to 1100 N/mm2 | - | |||
| Highly alloyed steels from 1100 N/mm2 to 1400 N/mm2 | - | |||
| Ferritic stainless steels | 20 : 30 | |||
| Martensitic stainless steels | 20 : 30 | |||
| Martensitic stainless steels - PH | 20 : 30 | |||
| Austenitic stainless steels | - | |||
| Gray/lamellar cast iron | - | |||
| Nodular/nodular cast iron | - | |||
| Drawn aluminum alloys | - | |||
| Die-cast aluminum alloys | - | |||
| Copper | - | |||
| Brass - Bronze | - | |||
| Lead-free brass | - | |||
| Super alloys (Inconel - Hastelloy - Nimonic) | 20 : 30 | |||
| Pure titanium (Grade 2 - Grade 4) | 20 : 30 | |||
| Titanium alloys (Grade 5) | 20 : 30 | |||
| Cobalt Chrome Alloys | - | |||
| Hardened steels up to 55 HRC | - | |||
| Hardened steels from 55 HRC | - | |||
 Technical Sheet
Technical Sheet